КаталогиСистема индукционной термообработки CrankPro®2 страницыСистема индукционной закалки коленчатого вала CrankPro2 страницыСистема индукционной термообработки CrankPro®2 страницы
Технические характеристики
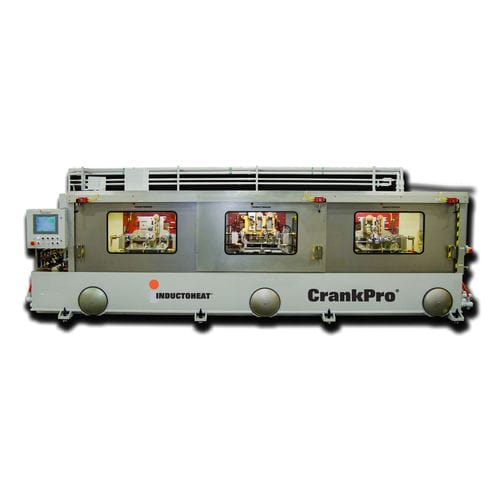
Системы индукционного нагрева CrankPro использовать запатентованную технологию закалки SHarP-C (стационарный процесс закалки коленчатых валов), которая исключает вращение заготовки во время процесса индукционной термообработки. Этот революционный подход позволяет ускорить производство деталей, обеспечивая при этом превосходное качество твердости по сравнению с другими методами. Существует несколько практических, экономических и технических преимуществ, связанных с технологией закалки SHarP-C, включая увеличенный срок службы инструмента, значительное снижение затрат на техническое обслуживание, простоту эксплуатации, улучшение качества термообработки и значительное снижение деформации. Увеличение производительности Бесконтактный/стационарный процесс закалки Только 1 подвижная деталь на станцию (открытие/закрытие) Повышенная производительность Короткое время нагрева менее 4 секунд Производительность до 90 деталей/час Улучшенное качество Прочные индукторы, обработанные на станке с ЧПУ. Отсутствие движущихся частей с приводом. Деформация обычно составляет менее 25 микрон, последующие операции могут быть улучшены. Улучшенная микроструктура затвердевшего материала. Сокращение времени простоя. Готовый к производству быстросменный узел поддона для быстрой смены рулонов. Увеличение срока службы инструмента. Резервная система фильтрации с двойным мешком, позволяющая заменять фильтр, пока машина остается на месте. в работе Модульная конструкция обеспечивает быструю замену деталей. Снижение эксплуатационных расходов. Существенное снижение эксплуатационных расходов по сравнению с ротационной индукционной термообработкой. Существенное снижение затрат на техническое обслуживание. На 50 % меньше энергопотребления по сравнению с ротационной индукционной термообработкой.





