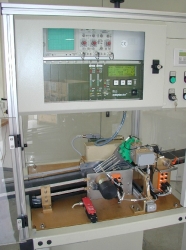

Вращающаяся система RS130 для обнаружение дефектов производственной линии для повышения качества продукции. Для образцов диаметром 20-130 мм
Контроль — Трубы, стержни, проволока — Ферромагнитные, цветные и аустенитные металлы — Размеры контролируемых образцов: 20-130 мм — Температурный диапазон испытуемых образцов: 20 70 0С |
Производственная линия — Непрерывное производство с отрезкой — Непрерывное производство без отрезки (например, волочильная линия) — Контроль отрезанных изделий |
Разрешающая способность по дефектам: — Миним. длина дефекта: зависит от скорости производственной линии и датчика (см. табл. ниже) — Миним. глубина дефекта: 30 мкм, зависит от состояния поверхности |
Датчики: — 2 или 4 различных датчика в двух головках контроля — Дополнительная компенсация изменения зазора, макс. величина зазора: 3 мм — Тип датчика зависит от производительности и поверхности |
Направляющая система: — Различные втулки, дополнительный электропривод — Имеются дополнительные роликовые направляющие |
Подпишник шпинделя Гибридный подшипник с большим сроком службы Число оборотов в минуту 1500/3000 мин-1 |
Электродвигатель и источник питания — Асинхронный 4-полюсный переключаемый электродвигатель с механическим тормозом — 400 В, 50/60 Гц, 2,5 кВА. Возможны различные напряжения при использовании изолирующего трансформатора — 115/230 В, 0,5 кВт, 50/60 Гц |
Размагничивание Рекомендуется размагничивание образцов при >, 10 А/см |
Программируемый логический контроллер (PLC) Обеспечиваются различные сигналы для автоматизации, совместимые с любой существующей системой управления |
Производительность контроля в виде скорости прохождения испытуемой продукции через вращающуюся систему, м/с*